射出成型問題解決方案
在塑膠射出的世界裡,沒有完美的製程,只有不斷解決問題的專家。在這裡,我們將分享數十年來應對各種疑難雜症的實戰經驗,幫助您診斷並解決從毛邊、縮水到翹曲變形等最常見的成型瑕疵。
您的產品遇到了什麼問題?
塑膠射出是一個複雜的過程,任何一個環節的微小偏差,都可能導致最終產品的瑕疵。但別擔心,每一個問題都有其根源。請點擊下方您遇到的瑕疵類型,我們將帶您深入了解其成因與系統性的解決方案。

毛邊 / 溢膠 (Flash)

縮水 / 凹陷 (Sink Marks)
翹曲 / 變形 (Warpage)

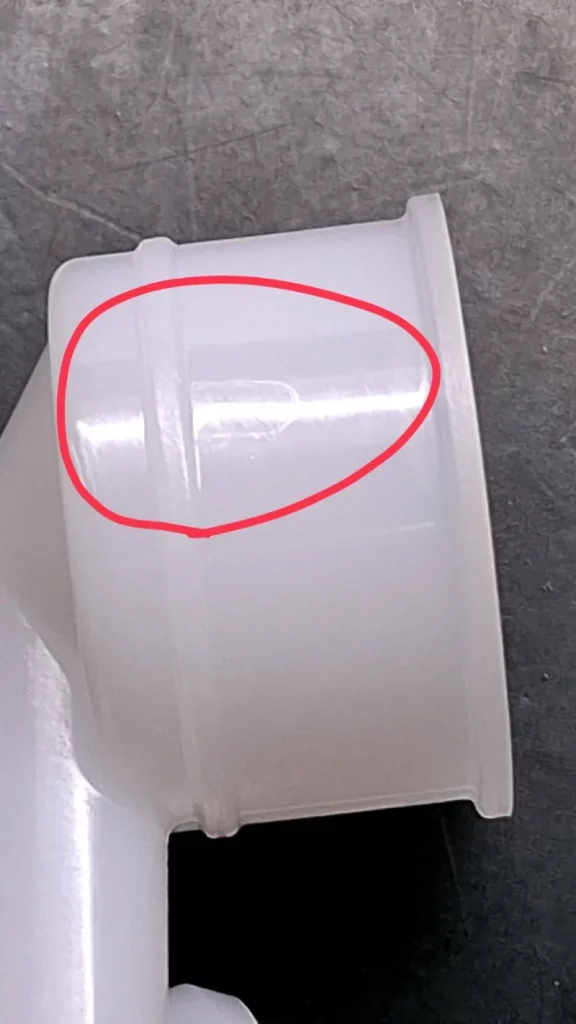
結合線 (Weld Lines)

氣泡 (Bubbles / Voids)

短射 / 缺膠 (Short Shot)
系統性診斷:我們的三維度問題分析法
任何一個射出瑕疵,都很少是單一原因造成的。它往往是產品設計、模具工藝、與成型條件三者之間不匹配的結果。
華江發的資深工程師在面對問題時,會從以下三個維度進行系統性的交叉分析,以找到問題的根源,並提出最有效的解決方案。
1. 從產品設計審查
許多問題的根源,深埋在產品最初的設計中。我們會檢查您的產品結構,是否存在壁厚變化過大、脫模角度不足、圓角設計不當等先天性的問題。一個好的DFM分析,能預防80%的量產問題。

2. 從模具工藝檢討
模具是成型的載體。我們會檢討模具的澆口設計是否合理、流道是否平衡、冷卻水路是否高效均勻、以及排氣系統是否順暢。模具的每一個細節,都直接影響著塑料在其中的行為。

3. 從成型條件優化
即使有好的設計和模具,錯誤的成型參數也會導致失敗。我們會系統性地調整射出溫度、射出速度、保壓壓力、冷卻時間等數十個參數,透過科學的試模方法,找到實現最佳品質的「黃金參數窗口」。
結構性瑕疵
深度解析:如何系統性地解決塑膠件的「翹曲變形」問題?
翹曲是射出成型中最複雜、最令人頭痛的問題之一。它源於產品在冷卻過程中不均勻的體積收縮。本文將從產品設計(壁厚均勻性)、模具設計(冷卻水路)和成型條件(保壓與模溫)三個維度,為您提供一套完整的分析與解決方案。
外觀性瑕疵
告別表面凹陷:徹底搞懂「縮水」的成因與6大改善對策
產品表面的縮水凹陷,嚴重影響外觀品質,尤其是在厚壁或筋條結構處。本文將解釋縮水的根本原因——體積收縮,並提供6種行之有效的改善方法,包括增加保壓、優化澆口位置、設計氣體輔助等。

正被一個棘手的射出問題困擾嗎?
不要讓生產中的瑕疵問題,拖延您的專案進度。華江發擁有超過50年的實戰經驗,看過並解決過無數疑難雜症。立即將您的問題產品照片或設計圖傳送給我們,讓我們的資深工程師團隊,為您提供一次免費的初步診斷與建議。